Blog

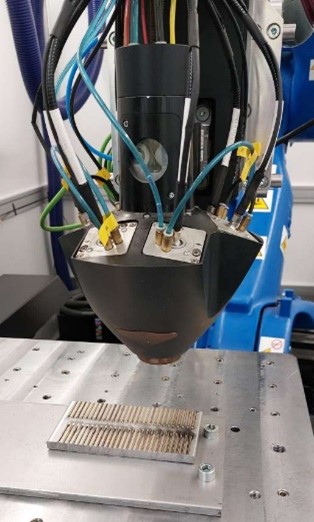
DED-LB/W is inherently a process with complex characteristics, such as repeated heating-cooling thermal cycles, rapid solidification, and laser beam-wire-melt pool interactions, that have a direct effect on the properties of the deposited material.
The definition of process parameters that provide consistent geometrical accuracy and material properties is very challenging and is highly dependent on the part geometry (thin-walled or fully dense). Additionally, when the working material changes, the cycle of determining the process window starts again.
HybridR consortium acknowledges that for the industrial adoption of Additive Manufacturing, process knowledge needs to be generated that helps end users determine fast suitable process parameters for their application. To this end, a standardized procedure for process window development, with the aim of minimizing the required number of experimental trials (and as a result cost and time of the whole procedure) is defined by the HybridR consortium partners.

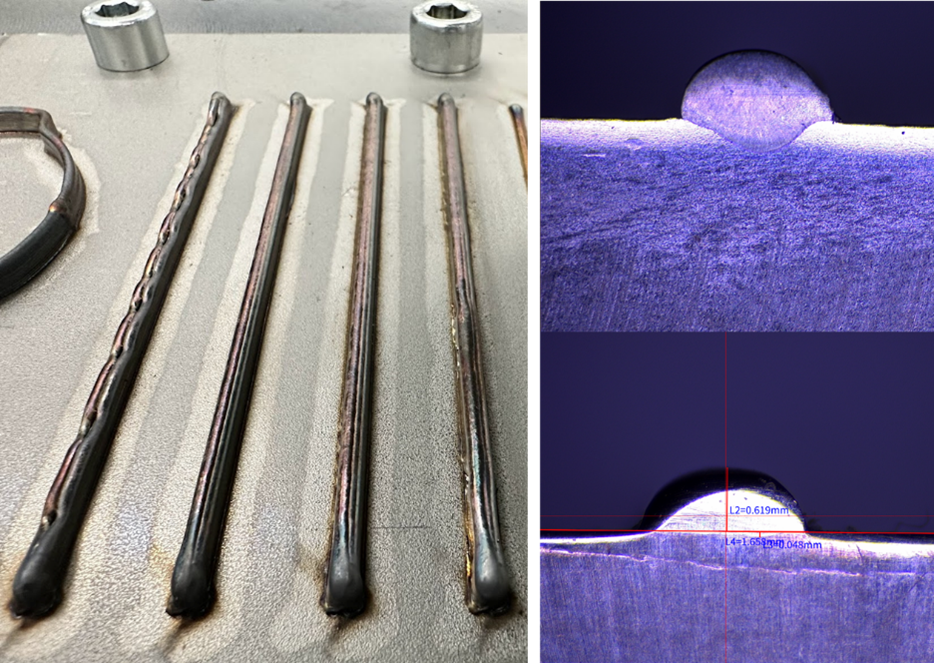
Single Tracks
Process development starts with single tracks, which are simple lines of deposited material. Different process parameter combinations (laser power, robot speed, material feed speed) are examined. To minimize the required number of experiments Design of Experiment techniques are used. Advanced statistical analysis of the deposited tracks provides information regarding the effect of the process parameters in track dimensions (bead width and height), penetration in the substrate (using microscope measurements on the bead cross section) and overall process stability (using data from monitoring systems). The result is a first set of process parameters that provide the expected results in terms of process stability and bead quality.
Thin-walled geometries
Using the parameters determined from single tracks, these are transferred to manufacturing of thin-walled (1-4 walls) geometries. Thin-walled geometries are especially challenging as it regards heat accumulation, but are one of the main target applications of DED-LB/W. So, it is highly important to optimize the process window in these types of parts. At this step, the process parameters from the single tracks are evaluated together with the layer height, overlap between each wall (in multi-walled parts) and interlayer cooling time. Stable part growth (without cracks, keyholes, over- or under-deposition), cross-sectional stability and residual stresses are examined at this stage. Again, to minimize the required number of experiments appropriate Design of Experiment methodologies and statistical analysis are used. In the end, a set of stable process parameters for thin-walled parts is achieved, leading to a reduced process window, compared to single tracks. Apart from that, at this stage the ability to deposit material on top of existing parts is examined, to validate the ability of the equipment to be used for repair.


Fully dense parts
Last stage of the process development phase is the definition of process parameters for fully dense parts. In these parts the deposition of the outer walls and the infill (internal structure of the part) need to be optimized simultaneously. The process parameters from the single tracks are evaluated together with the layer height and overlap. Stable part growth (no under- or over-deposition, crack and pore free parts) is a key priority. Additionally, effect of overlap on material properties (e.g. tensile) strength can be examined at this stage for critical applications, where weight optimization is key, in order to reduce the infill mass.
All the above constitute a set of best practices that have been derived during HybridR and can be followed by end-users of DED-LB/W equipment to optimize fast their manufacturing process and be able to deposit high quality parts consistently.
