Blog

In modern manufacturing, data-driven optimization is one of the key priorities. Monitoring systems that are able to sense the process status and provide data for real-time control and optimization are integral parts of new machine tools. Especially considering Additive Manufacturing, which is a highly complex process that incorporates different physical phenomena simultaneously, having the ability to monitor the process is crucial for its optimization.
The HybridR cell does not fall short in this essence. A multi-modal monitoring system has been developed, utilizing a combination of data sources:
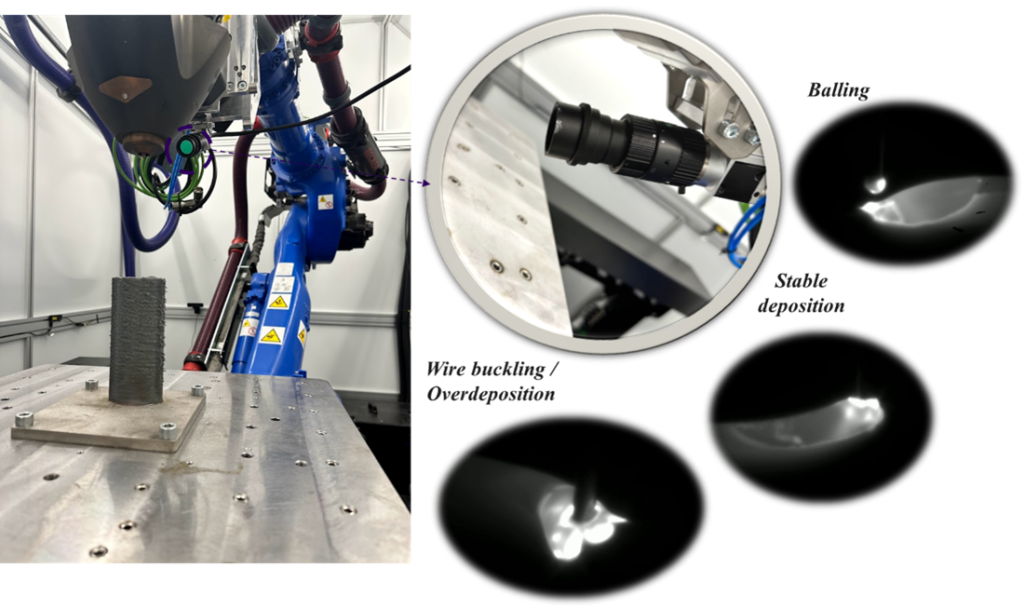
- Vision-based monitoring: A Basler ace high-speed vision camera has been integrated on the AM head. Using a set of suitable optics (lens, optical filters) this camera enables an accurate depiction of the melt pool at a small field of view (10x10mm), at a very high frame rate (more than 200 fps). The camera enables accurate detection of defects, such as stand-off distance error, keyholes, balling, etc. As a next step, the development of algorithms for automated characterization of the images and detection of defects, utilizing Artificial Intelligence, is being pursued by the consortium of HybridR.
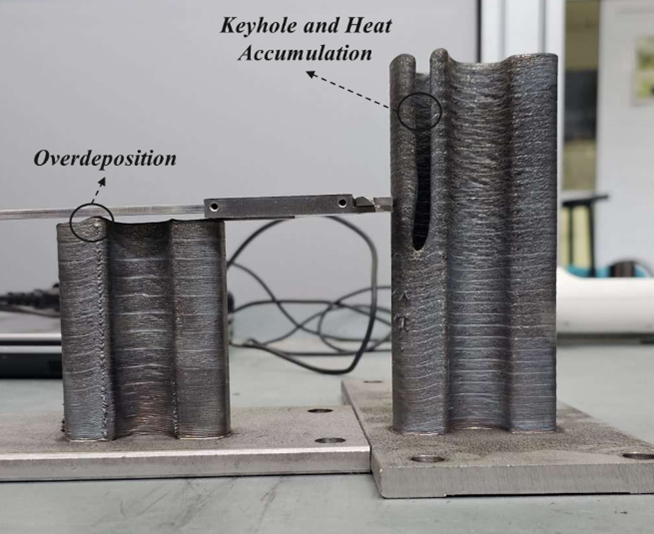
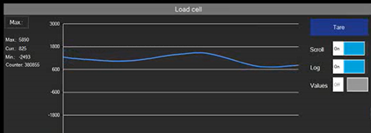
- Wire feeding stability monitoring: The second data source for the HybridR monitoring system for the DED/LB-W process comes from the internal sensors of the Meltio AM head. A load cell that is integrated in the AM head measures the load exerted on the head by the wire that is touching the workpiece surface. This peculiarity of the DED/LB-W process, compared to the powder alternative, provides an innovative monitoring alternative. Instabilities in the process, due to poor process parameter selection, such as over- or under-deposition of wire are demonstrated as excessive variations on the load cell signal.
The fusion of these two data sources by synchronous, timestamped acquisition of the data that are also registered in the coordinate system of the part, by logging the robot position simultaneously, provides a complete picture of what is happening in the process and enables its optimization